




Four opportunities and challenges in enterprise asset management
Applying master data discipline to asset data can help support digital transformation, underpin new business processes and facilitate the journey from reactive to predictive and preventative asset maintenance.
The word of Industry 4.0’s benefits is out; many companies are looking to invest in new and ground-breaking technologies to radically transform and improve their internal processes. In other cases, expenditures have already been made where the maximum benefit has yet to be realized. No matter the progression or how the data stream is flowing, companies must start with governance over their data before they gain value from it.
Furthering this point:
- Product data cannot live in offline spreadsheets and must live in real time so it can update its DNA for transparency in a hyper-personalized customer experience. Data must be accessible.
- Customer data is only useful when it escapes the CRM and other silos to merge and provide a 360-degree view to be analyzed for strategic insight. Data must provide a story.
- Digital and physical assets need to have a voice in order to support digital transformation initiatives and investments. Data must add value.
Let’s explore some of the most common asset (and asset data) management challenges and opportunities of today’s digital landscape. But first, let’s define what we mean by ‘asset’.

What is an enterprise asset?
An enterprise asset is a subject owned by a company. Assets can be physical – tangible – or non-physical – intangible. Physical assets include, for instance: transportation, IT, technical and manufacturing equipment, buildings, infrastructure, network, and smart devices. Non-physical assets can include intellectual property (IP), capital, software, and/or digital assets.
These enterprise assets are surrounded by information, or asset data, that needs governance and maintenance in order to maintain and utilize the asset itself.
Asset data management for enterprise assets
Four common enterprise asset management challenges relying on asset data governance
1. Attaining enterprise asset transparency
In many organizations, the asset infrastructure is highly complex as assets are spread throughout locations, departments and databases which is making it difficult to achieve a complete view. This causes a lack of visibility, which prevents organizations from being able to readily answer questions like: “What is the current condition of our assets that are supporting this business process? Who is using them? Where are they located?” Questions that are quickly answered with asset data.
However, without that asset data transparency, critical information such as asset delivery, storage, forecasting and stock levels can all be easily missed, resulting in delayed workflows, higher costs, unsatisfied customers and missing or misplaced goods with little traceability. Even if you’re able to optimize this today without it, consider the time spent in tracking each separately and how the responsibility falls on a few experienced individuals who have yet to pass on the knowledge to those expected to assume those duties during vacations, unexpected absences or retirement.
As a result, large manufacturing and service industries are paying careful attention to their asset management. A 360-degree view can provide insight using several user-defined factors at once. For instance, tracking delivery and materials on order so it is aligned with current stock levels, order logs, and sales forecasts. In other uses, a heavy order log next month combined with the sensor data on a critical machine that suggests maintenance will soon be required can help your production schedule around the downtime. Even on mobile assets like a delivery truck, locating its whereabouts when an unforeseen need for raw materials arises and their route can be optimized for a will call pick-up can save critical time. This also works in capital-intensive industries where power consumption is monitored to avoid disruption and cost control or regulated for compliance.

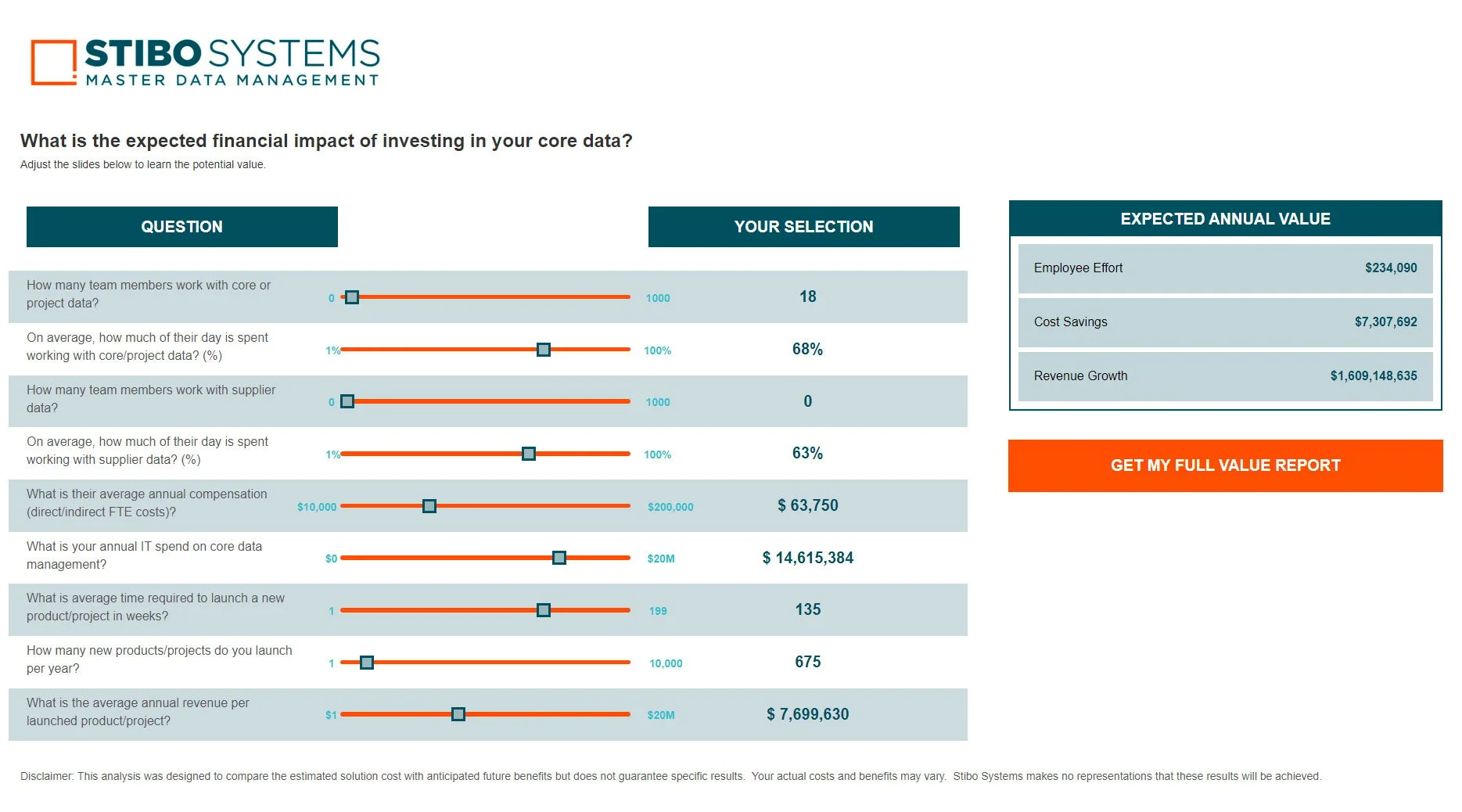
How master data management delivers return on investment for manufacturing companies:
2. Relating assets across business applications
Increasingly, assets need to be related to each other in complex ways. These relationships require modelling which is difficult to deliver using a traditional asset management system or asset registry approach due to various reasons such as formatting.
For example, production schedulers or divisional operation managers may have roles that cross existing asset management system boundaries. In this scenario, managing assets would require the ability to identify all the use cases and purposes applicable. This can be difficult as today’s asset management tools, including their data tend to be siloed to specific applications unable to be normalized and shared for a user defined experience. The sought-after solution is to access and interpret the information directly into other systems thus removing the often-used practice of manually importing/exporting various formats which is time consuming and leads to errors.
Another example is in the case of acquisitions where various assets are suddenly dropped into an enterprise and need to be brought online correctly. Often, these assets will continue to work apart from the rest of the business due to the lack of time and resources to implement or train. This causes headaches when trying to measure various user defined criteria. Being able to acquire and manage these critical points within acquired assets such as an older legacy system allows the data to be shared across more familiar domains for insight, which lessens the time in bringing them online and into your workflows.
Learn more about how to turn data silos into zones of insight
3. Supporting new business models
As part of a digital transformation initiative, some companies are looking for ways of complementing and differentiating their product-based business models with value-based services.
Here are some examples:
Manufacturers of business machines are introducing new methods of parts and service delivery direct to their leasing customers. Sensors are finding their way into devices to monitor product lifecycles and even linking to certified customer service professionals who can benefit from enhanced information and warranty status. In a more familiar example, leased automobiles can now relay data wirelessly without the need for a mechanic to manually access its diagnostics during scheduled visits. This can allow for real-time monitoring for various maintenance or recall concerns while advising the customer of the most efficient plan of action based off their location. In both examples, data flow can recognize the complex relationships that exist between these assets, the provider, the distribution network and the customer, in a way that enhances service monitoring and reliability.
This is just the start as consumer demand has drastically changed over the past five years to favor products and services that have a high degree of hyper-personalization. Manufacturers must align and scale their approach with these shifting preferences in order to have a successful go-to-market strategy.
4. Delivering near real-time analytics
As assets become more instrumented, information collected from them can potentially start to support near real-time analytics of their operating parameters for performance monitoring, using predictive and preventative maintenance planning.

How organizations are exploring new asset management opportunities
Today, businesses can in fact turn these asset management challenges into opportunities and disrupt the way they manage their enterprise assets. However, to do so, existing physical asset management software such as enterprise asset management (EAM) systems and enterprise resource planning (ERP) systems may not be sufficient on their own to handle the level of complexity and flexibility that asset management requires today. The problem is often that these systems are owned by a single department or limited to contain only some assets. Or that the asset information is siloed from other types of information.
A decentralized approach hinders efficient management of critical business processes. Furthermore, asset managers may struggle with the new layers of asset complexity, their ecosystems and their changing context and designation.
To solve that, some organizations are exploring master data management (MDM) solutions to help describe how assets relate functionally, perform and configure. One advantage of master data management is that it is inherently designed to cross silos of systems, business units and processes in order to unite information in a way that supports improved decision making. Master data management is therefore, uniquely positioned as a technology that can help unify and standardize views of asset information to help reduce the number of processes that an organization must work with.
Unlike traditional asset management systems, master data management solutions allow businesses to easily collect, validate and cleanse asset data, grouping it into complex relationships. This has the advantage of being able to define and monitor new types of SLAs.
Applying data governance best practices – as part of a master data management process – to asset information management, can help support digital transformation, underpin new business processes and facilitate the journey from reactive to predictive and preventative asset maintenance.

Benefits of Better Master Data Management for Manufacturing Companies.
